El centro de torneado OPTIMA 8 ha sido desarrollado para conseguir mayor versatilidad y ciclos de producción más rápidos en el sector del decoletaje. Los tiempos de no mecanizado se han reducido drásticamente permitiendo conseguir ciclos de producción sensiblemente mejores que la mayoría de sus competidores.
La máquina ofrece un carro delantero de 3 ejes con torreta y un peine trasero de 3 ejes y un subcabezal.
La máquina OPTIMA 8 integra un subcabezal con dos ejes (X-2, Z-2).
El sistema permite cambios de posición de herramienta extremadamente veloces y simultaneamiento de varias operaciones ya sea en cabezal o subcabezal tanto con la torreta como con el peine de herramientas.
La configuración de carros de este modelo de máquina permite el trabajo de un carro sobre el subcabezal de forma independiente a las operaciones que se puedan estar realizando sobre el cabezal mediante el otro carro. Así mismo, se permite el trabajo simultáneo de ambos carros en el cabezal y subcabezal empleando la opción de superposición (superimposition).



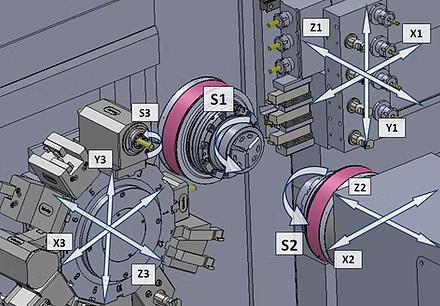
Dispone de ejes X-3, Y-3 y Z-3 con una torreta sin desplazamiento del disco en el giro con servo motor con 24 estaciones para herramientas fijas o motorizadas, 12 para el cabezal principal y 12 para el subcabezal.
Dispone de ejes X-1, Z-1 e Y-1 así como de 6 posiciones para herramientas de torneado exterior para trabajar en el cabezal y 8 posiciones de herramienta para trabajar con el subcabezal.
Sistema de herramientas motorizadas tanto en torreta como en peine.
Dispone de dos ejes X-2 y Z-2.
La característica “superimposition” del control permite el corte simultáneo con 3 herramientas para conseguir mejores ciclos de producción. Tanto con la torreta como con el peine de herramientas trabajando en el cabezal principal la torreta puede trabajar en el subcabezal.

Empleando el generador manual de pulsos, tanto el carro superior como el subcabezal se pueden mover a lo largo del programa. Esta utilidad reduce considerablemente los tiempos de puesta a punto de máquina.
Características adicionales estándar del control:
| OPTIMA 8 | ||||
|---|---|---|---|---|
| Cabezal | ||||
| Máximo diámetro de barra redonda en cabezal | mm | 42 | ||
| Sistema de amarre | Pos. fija | HAINBUCH 42 DIN 6343 PLATO DE GARRAS |
||
| Motor principal | ||||
| Potencia del motor del cabezal principal ED 100 % (50%) | kW | 7.5 (11) | ||
| Máxima velocidad de cabezal | rpm | 5000 | ||
| Subcabezal de 2 ejes | ||||
| Diámetro máximo en barra redonda para sistema de pinza | mm | 42 | ||
| Sistema de amarre | Pos. fija | HAINBUCH 42 DIN 6343 PLATO DE GARRAS |
||
| Potencia del subcabezal ED 100 % (50%) | kW | 5.5 (7.5) | ||
| Velocidad máxima | rpm | 5000 | ||
| Máximo recorrido eje Z-2 | mm | 450 | ||
| Máximo avance rápido eje Z-2 | m/min | 25 | ||
| Máximo recorrido eje X-2 | mm | 415 | ||
| Máximo avance rápido eje X-2 | m/min | 20 | ||
| Presión de taladrina de limpieza | bar | 5 | ||
| Torreta multiherramienta frontal de 12 posiciones y 3 ejes | ||||
| Número total de posiciones de herramientas con paradas intermedias | Nº | 24 | ||
| Máximo nº herramientas fijas sobre cabezal / subcabezal | Nº | 12/12 internas o externas | ||
| Sistema de amarre de herramientas | Tipo | BMT 45 | ||
| Tamaño barra herramienta | mm | 20 x 20 | ||
| Portaherramientas de interiores con diámetro amarre | mm | 25 | ||
| Máximo nº herramientas motorizadas para cabezal / subcabezal | Nº | 12/12 axiales o radiales | ||
| Potencia de la herramienta motorizada | kW | 3.7 | ||
| Máxima velocidad herramientas motorizadas | rpm | 4000 | ||
| Máximo recorrido eje X-3 | mm | 150 | ||
| Máximo avance en rápido eje X-3 | m/min | 20 | ||
| Máximo recorrido eje Y-3 | mm | 60 (+- 30) | ||
| Máximo avance en rápido eje Y-3 | m/min | 20 | ||
| Máximo recorrido eje Z-3 | mm | 150 | ||
| Máximo avance en rápido eje Z-3 | m/min | 25 | ||
| Alta presión refrigerante | bar | 3 (hasta 13) | ||
| Peine trasero de herramientas de 3 ejes | ||||
| Número total de posiciones de herramienta | Nº | 14 | ||
| Tamaño barra herramienta | mm | 20 x 20 | ||
| Máximo recorrido eje X-1 | mm | 80 | ||
| Máximo avance en rápido eje X-1 | m/min | 20 | ||
| Máximo recorrido eje Y-1 | mm | 290 | ||
| Máximo avance en rápido eje Y-1 | m/min | 20 | ||
| Máximo recorrido eje Z-1 | mm | 100 | ||
| Máximo avance en rápido eje Z-1 | m/min | 25 | ||
| Alta presión refrigerante | bar | 3 (hasta 13) | ||
| OPCIONAL: Sistema de herramienta motorizada para peine trasero | ||||
| Número total de posiciones de herramienta | Nº | 11 fijas y 3 motorizadas | ||
| Sistema de amarre herramientas motorizadas | Tipo | Pinza ER | ||
| Potencia herramientas motorizadas | kW | 1.5 | ||
| Máxima velocidad herramientas motorizadas | rpm | 5000 | ||
| Sistema de refrigeración | ||||
| Suministro de refrigeración alta presión | bar | 3 (hasta 13) | ||
| Suministro de taladrina limpieza | L/min | 100 | ||
| Capacidad del tanque | L | 225 | ||
| Requerimientos eléctricos | ||||
| Voltaje de la máquina | V | 400 / 3 Fases | ||
| Tensión de entrada a transformador | V | Opcional | ||
| Alimentación neumática | bar | 5/6 | ||
| Dimensiones principales | ||||
| Dimensiones planta (Aprox.) | mm | 3270 x 1690 | ||
| Altura total | mm | 2212 | ||
| Peso (Aprox.) | kg | 6000 | ||