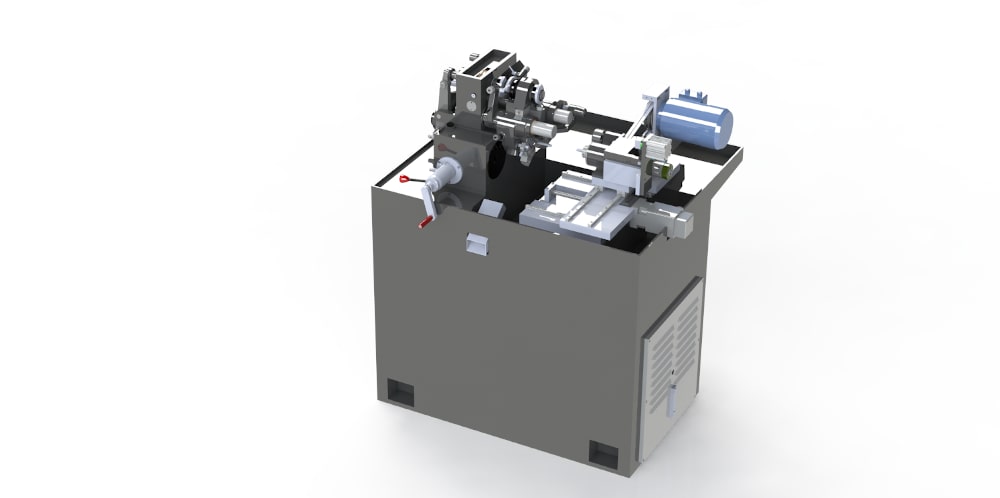
Es sin duda nuestra máquina automática más versátil y con mayor capacidad de producción y precisión.
Incorpora un carro frontal con dos ejes de movimiento en el que se puede montar un subcabezal, que permite coger la pieza en el tronzado y desplazarla hasta la zona donde se realiza la segunda operación, que puede ser diversa, para finalizar la pieza en máquina.
Nuestro modelo PREMIUM TS permite realizar a una misma pieza los procesos de taladrado, roscado frontal y tronzado sin tetón.
Capacidad de programar velocidades de cabezal, subcabezal y del eje de levas para reducir tiempos pieza, mejorar acabado final y prolongar la vida de la herramienta.
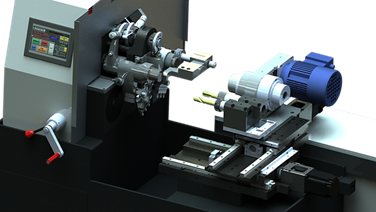
La PREMIUM TS incorpora un carro frontal con dos ejes de movimiento. En este carro van montados un subcabezal y varias herramientas.
La función del subcabezal es la de coger la pieza en el tronzado y desplazarla hasta la zona donde se realiza la segunda operación para finalizar la pieza. Posteriormente la pieza se expulsa al recogedor.
El subcabezal, montado sobre un carro de dos ejes de movimiento, será el que se posicione sobre la herramienta de la segunda operación que finalice la pieza. Dichos movimientos se realizan mediante guías lineales con patines y husillos de bolas accionados por servomotores.


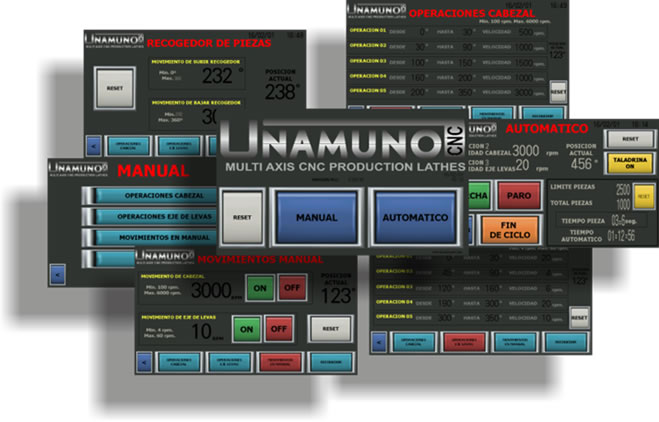
El control de máquina se realiza mediante una configuración de PLC Mitsubishi en combinación con un terminal gráfico táctil de alta resolución. Dicha configuración posibilita una rápida comunicación entre el control y los accionamientos. Así mismo, las capacidades de almacenamiento del sistema permiten el desarrollo de un número muy elevado de programas pieza.
La máquina integra dos motores asíncronos que, controlados mediante variadores de frecuencia, accionan el motor del cabezal y el motor del eje de levas por independiente.
El modelo de máquina PREMIUM TS incorpora un carro de subcabezal el cual integra accionamientos servocontrolados que posibilitan la ejecución de múltiples funciones de mecanizado añadidas a la configuración estándar.
La máquina conoce en todo momento la posición en la que se encuentra el árbol de levas gracias a la integración de un encoder absoluto. Ello permite la definición de las velocidades del eje de levas en los distintos rangos angulares definidos por el usuario mediante la programación de secuencias de operaciones en pantallas específicas.
En las pantallas de programación, el usuario puede definir tanto las velocidades de trabajo del cabezal y eje de levas así como las condiciones de mecanizado de cada operación.
Las capacidades de comunicación del hardware Mitsubishi permiten la integración en máquina de sistemas de comunicación remota. Mediante dichos sistemas es posible gestionar información de producción de la máquina desde la propia planta de producción así como permitir al fabricante la conexión remota con la máquina de cara a realizar labores de mantenimiento y actualización de versiones.
Las pantallas de la configuración de PLC tienen la posibilidad de programarlas en cualquier idioma.
| PREMIUM TS | |||||
|---|---|---|---|---|---|
| Cabezal | |||||
| TS-16 | TS-26 | TS-36 | |||
| Máximo diámetro de barra redonda | mm | 16 | 26 | 36 | |
| Máximo diámetro de barra hexagonal | mm | 14 | 22 | 32 | |
| Máximo diámetro de barra cuadrada | mm | 11 | 19 | 26 | |
| Potencia del motor cabezal | kW | 1.5 | 2.2 | 3 | |
| Velocidad mínima del eje | rpm | 200 | 200 | 200 | |
| Velocidad máxima del eje | rpm | 6000 | 4000 | 3500 | |
| Potencia del motor del árbol de levas | kW | 0.75 | 1.5 | 1.5 | |
| Velocidad mínima del eje | rpm | 0.5 | 0.5 | 0.5 | |
| Velocidad máxima del eje | rpm | 30 | 15 | 15 | |
| Número de útiles radiales | Nº | 3 | 3-4 | ||
| Número de útiles axiales | Nº | 3 | 3-4 | ||
| Carro superior (tronzado) | |||||
| Máximo recorrido | mm | 10 | 30 | 40 | |
| Carro delantero | |||||
| Máximo recorrido | mm | 10 | 30 | 40 | |
| Carro trasero | |||||
| Máximo recorrido | mm | 10 | 30 | 40 | |
| Carro frontal | |||||
| Capacidad de pinza de broca | mm | De 1 a 12 | De 1 a 24 | De 1 a 32 | |
| Número de herramientas para taladrar | Nº | 1 o 2 (dispositivo especial) | |||
| Máximo recorrido | mm | 35 | 70 | 70 | |
| Subcabezal | |||||
| Avance en rápido eje Z | m/min | 20 | |||
| Máximo recorrido eje Z | mm | 250 | |||
| Avance en rápido eje X | m/min | 20 | |||
| Máximo recorrido eje X | mm | 250 | |||
| Potencia servomotor | kW | 0.75 | |||
| Capacidad barra de herramientas interiores/exteriores | mm | 20 | |||
| Capacidad de portapinzas para brocas | Tipo | ER-32 | |||
| Operación trasera | |||||
| Capacidad de herramienta | mm | 25 | |||
| Sistema de refrigeración | |||||
| Suministro de refrigeración | bar | 1 | |||
| Capacidad del tanque | L | 25 | |||
| Requerimientos eléctricos | |||||
| Voltaje de la máquina | V | 400 / 3 Fases | |||
| Tensión de entrada a transformador | V | Opcional | |||
| Alimentación neumática | bar | 5/6 | |||
| Dimensiones principales | |||||
| Dimensiones planta (Aprox.) | mm | 1440 x 1150 | |||
| Altura total | mm | 1690 | |||
| Peso (Aprox.) | kg | 2600 | |||